With a heritage spanning nearly 150 years, Akubra embodies the spirit of adventure and the enduring quality of traditional hat making craftsmanship, inviting wearers to be part of a legacy that celebrates the Australian identity and the adventures that define it.

It's the day to really show Mum how much you care. An Akubra hat is a gift she will treasure for years to come.
Mother's Day collection











Embark on your next adventure with the Traveller
The perfect blend of function and style, the Traveller is a softer felt hat designed for those on the go.













Australia's most iconic hat
The Cattleman is the quintessential Australian hat. When someone says "Akubra" this is the style that will inevitably come to mind.




Information about sizing and shipping
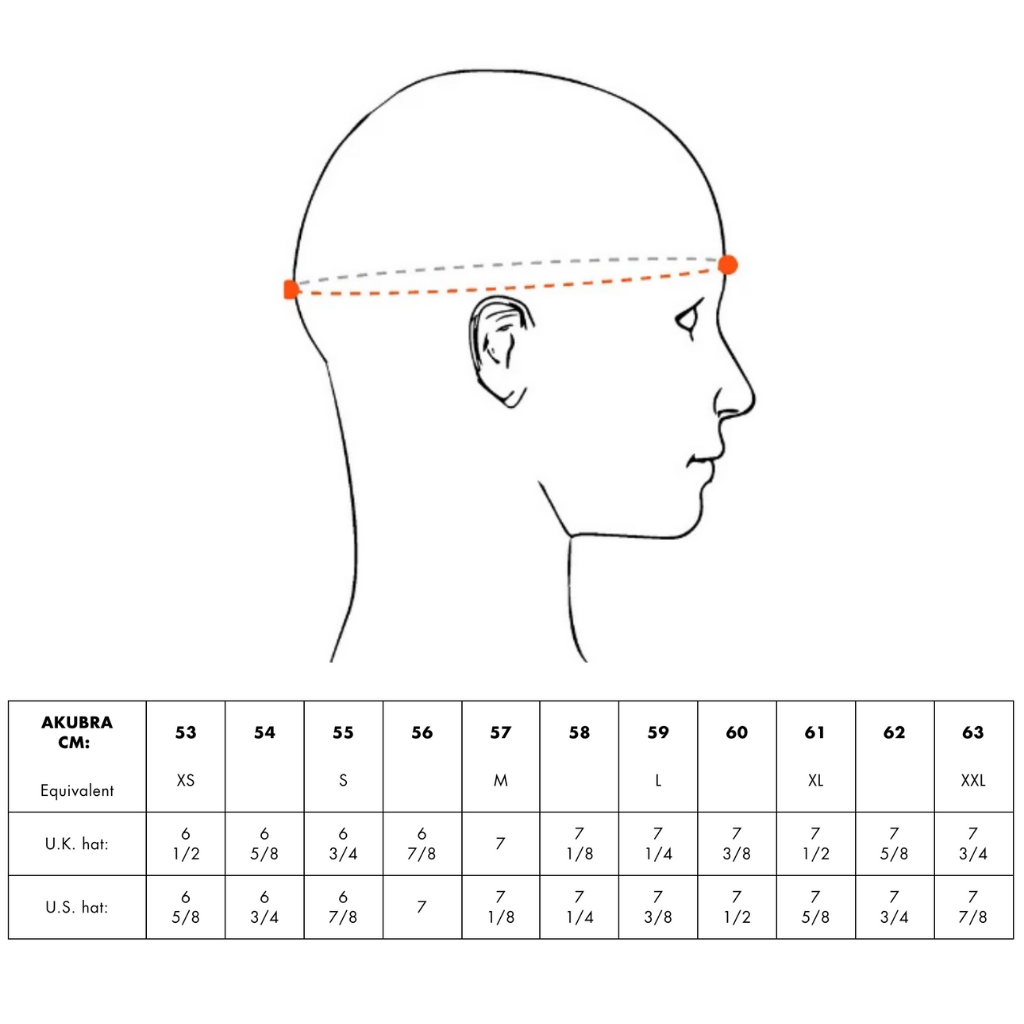
How do I determine my hat size
To determine your hat size follow these simple steps:
- Measure the circumference around your head - approximately 12mm (1/2") above the ears
- Keep the dressmaker tape level and firm, across the temple and above the eyebrow ridges.
- If you are between sizes always go up a size.
Find the size guide here
How much is shipping and how long will it take
We use the StarTrack Premium service. In most instances this as quick as Express Post to major regions.
Shipping is charged according to weight. 1-2 hats is $25.
Shipping for small accessory items is $15